5. SchrittHauptlagerschalen einbauenAnmerkung:
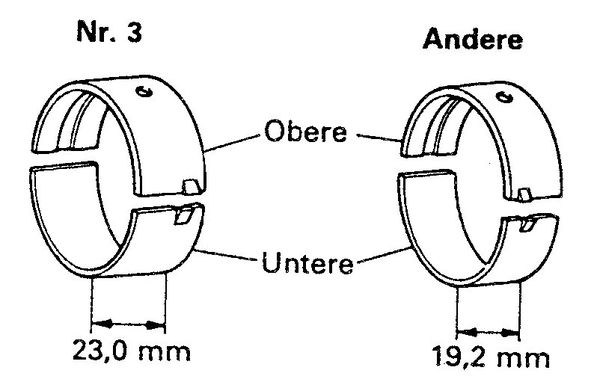
Die Hauptlagerschalen gibt es mit einer Breite von 19,2 mm und 23,0 mm. Die 23,0 mm breiten Lagerschalen werden in Lagerblock Nr. 3 des Zylinderblocks und Lagerdeckel Nr. 3 eingesetzt. Die 19,2 mm breiten Lagerschalen werden für die anderen Lager verwendet.
Die oberen Lagerschalen weisen Ölnuten und Ölbohrungen auf, die unteren nicht.


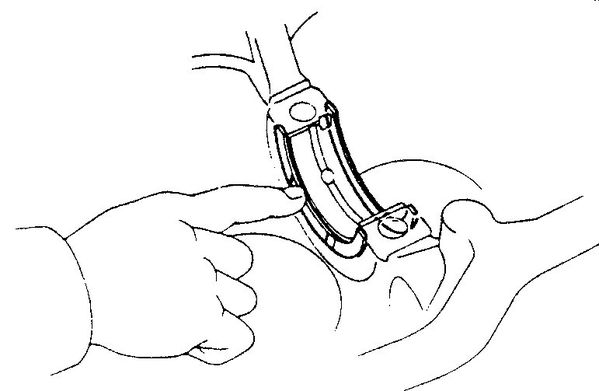
Die Lagerklauen mit den Klauennuten im Zylinderblock ausrichten und die fünf oberen Lagerschalen einsetzen

Die Lagerklauen mit den Klauennuten in den Lagerdeckeln ausrichten und die fünf unteren Lagerschalen in die Lagerdeckel einsetzen.
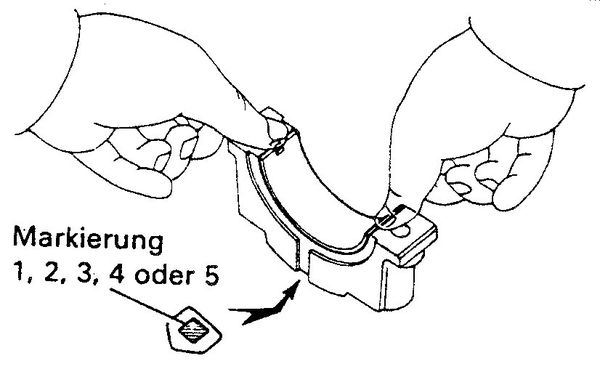
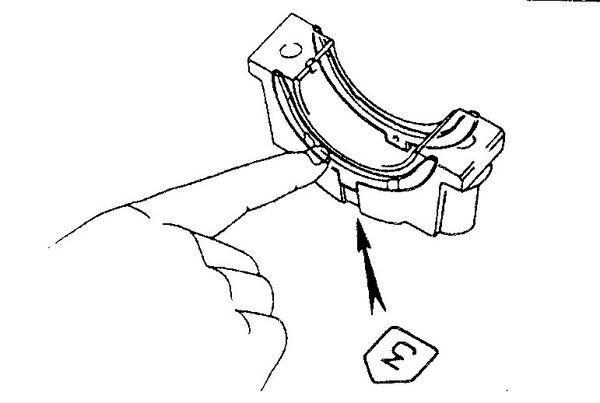
Anmerkung:
Die Lagerdeckel sind mit Nummern entsprechend der Einbauposition markiert.
 Obere Anlaufscheibenhälften ("washer") einsetzen
Obere Anlaufscheibenhälften ("washer") einsetzenDie oberen Anlaufscheibenhälften in Lagerblock Nr. 3 in den Zylinderblock so einsetzen, dass die Ölnuten nach außen zeigen.
Wenn man einen ARP MAIN STUD KIT verwendet, dann werden nun die Bolzen handfest in den Block gedreht. Die Gewinde werden mit dem mitgeliefertem Fett bestrichen.

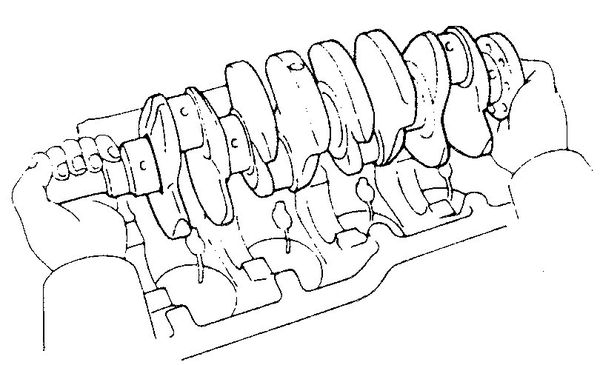
 Kurbelwelle auf Zylinderblock auflegen
Kurbelwelle auf Zylinderblock auflegenKurbelwellenlager mit Öl bestreichen und vorsichtig auf Zylinderblock auflegen.
 Hauptlagerdeckel und obere Anlaufscheiben anbringen
Hauptlagerdeckel und obere Anlaufscheiben anbringenDie oberen Anlaufscheiben so am Hauptlagerdeckel Nr. 3 ansetzen, dass die Ölnuten nach außen weisen.
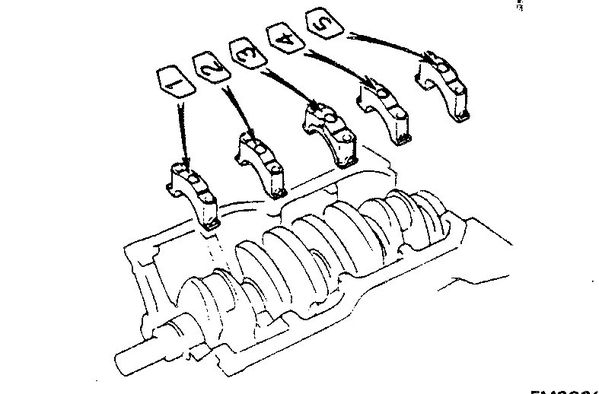
Die fünf Lagerdeckel an den korrekten Stellen einbauen.
Anmerkung:
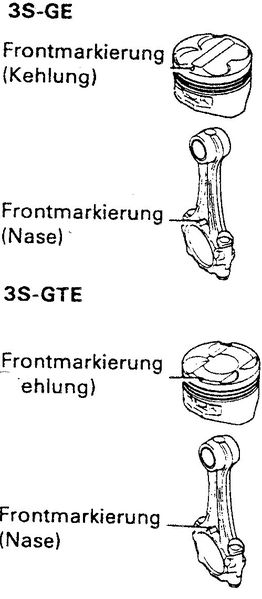
Jeder Lagerdeckel ist mit einer Nummer und einer Frontmarkierung versehen.
Gewinde mit Kopfunterseite der Lagerdeckelschrauben mit etwas Motoröl (oder Montagepaste) bestreichen.
Die zehn Schrauben aufsetzen und in der im Bild gezeigten Reihenfolge in mehreren Durchgängen gleichmäßig festziehen.
z.B.
1. Durchgang - Handfest
2. Durchgang - Alle Schrauben mit 10 Nm
3. Durchgang - Alle Schrauben mit 30 Nm
4. Durchgang - Alle Schrauben mit 50 Nm
5. Durchgang - Alle Schrauben mit 60 Nm
Anzugsdrehmoment: 59 NmBei Verwendung von z.B. ARP Bolzen:
Gewinde der Bolzen mit Montagepaste einstreichen und in den Motorblock drehen. Die fünf Lagerdeckel auflegen. Mitgelieferte Beilagscheibe sowie Mutter anbringen.
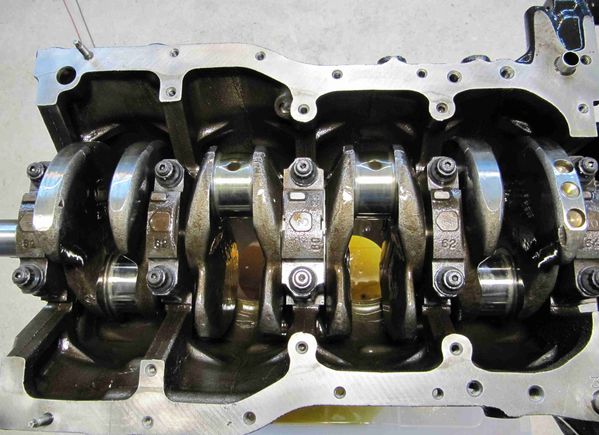
Anzugsdrehmoment: 81 Nm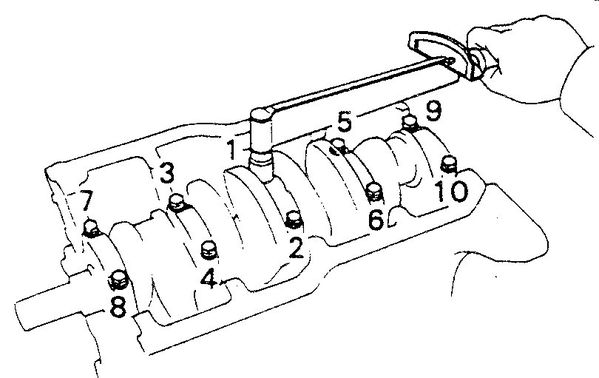 Und so sollte es nun aussehen
Und so sollte es nun aussehen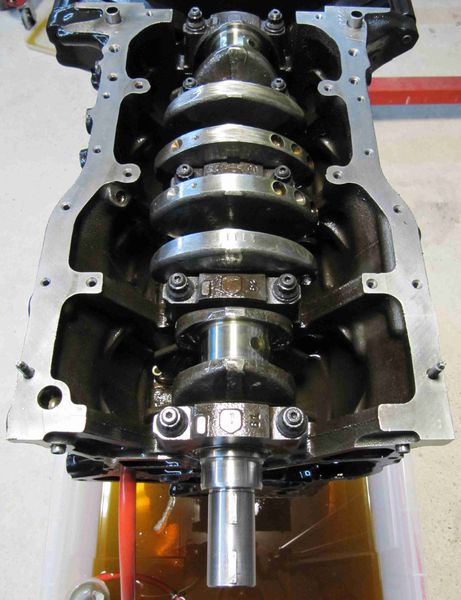

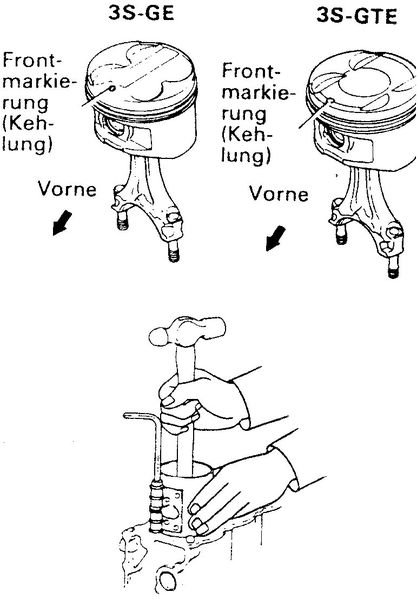
 6. SchrittZusammenbau von Kolben und Pleulstangen
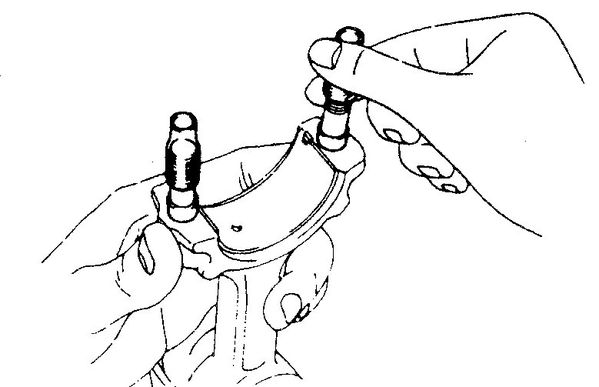
6. SchrittZusammenbau von Kolben und PleulstangenSo sollte der Pleuelbolzen durch das Pleuelauge gleiten:
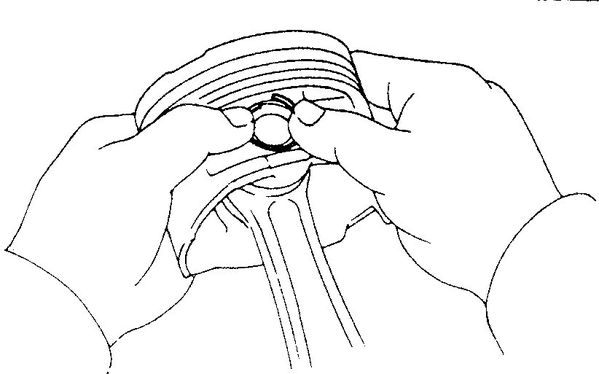
http://www.youtube.com/watch?v=8fdXfOg71OM1. Kolben und Pleulstangen zusammenbauen- Einen neuen Sicherungsring an einer Seite der Kolbenbolzenbohrung anbringen.
Anmerkung: Sicherstellen, dass der Sicherungsstoß nicht an der Kolbenbolzenkehlung des Kolbens liegt.
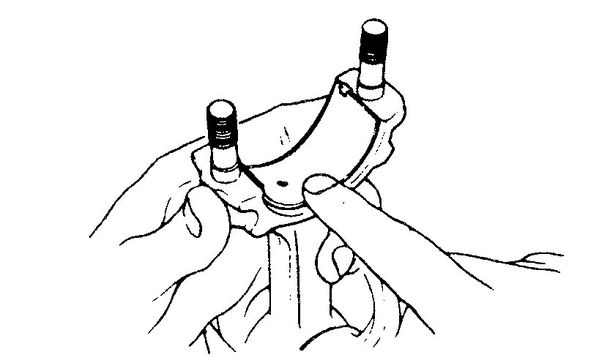
- Den Kolbenbolzen mit Motoröl bestreichen.
- Die Frontmarkierung von Kolben und Pleulstange miteinander fluchten und den Kolbenbolzen mit dem Daumen hineinpressen.
- Auf der anderen Seite der Kolbenbolzenbohrung einen neuen Sicherungsring anbringen.
Anmerkung: Sicherstellen, dass der Sicherungsringstoß nicht an der Kolbenbolzenkehlung des Kolbens liegt.
 2. Kolbenringe einbauen
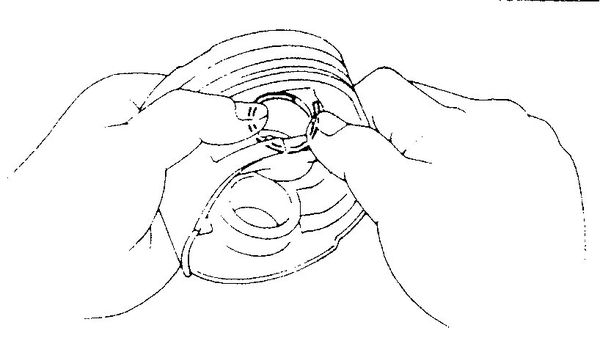
2. Kolbenringe einbauen- Den Ölabstreif-Spreizring und die zwei Seitenstege von Hand einsetzen.
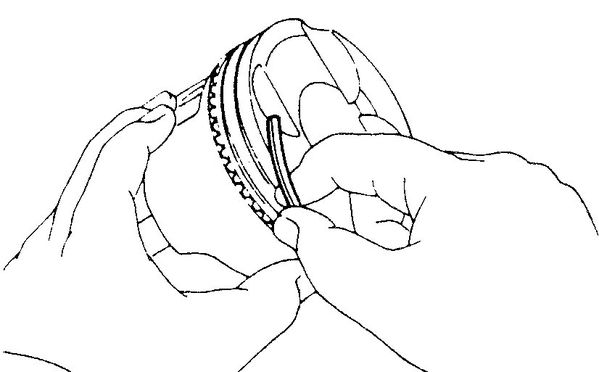
- Mit einer Kolbenringzange die zwei Kompressionsringe mit nach oben weisender Codemarkierung einsetzen.
Codemarkierung: R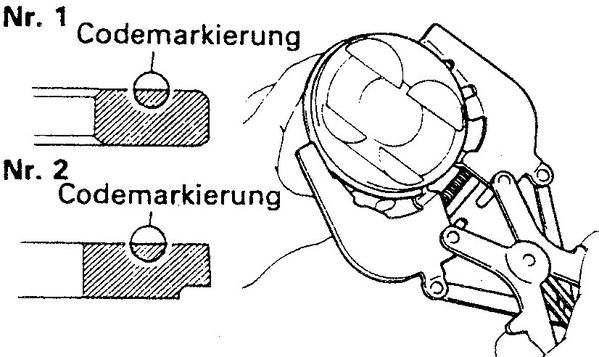
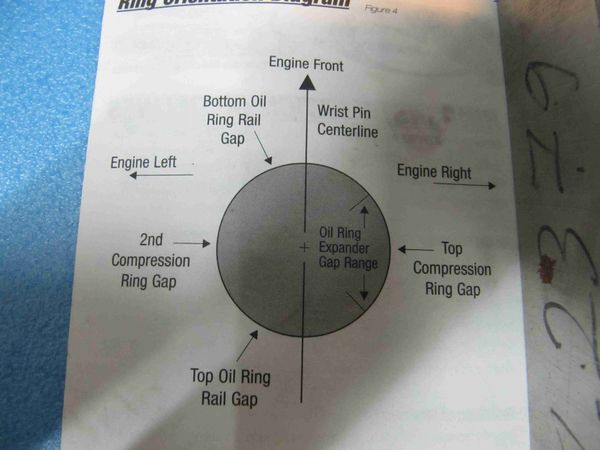
- Die Kolbenringe so ausrichten, dass die Stösse entsprechend der Abbildung zu liegen kommen.
Hinweis: Ringstöße dürfen nicht übereinander positioniert sein.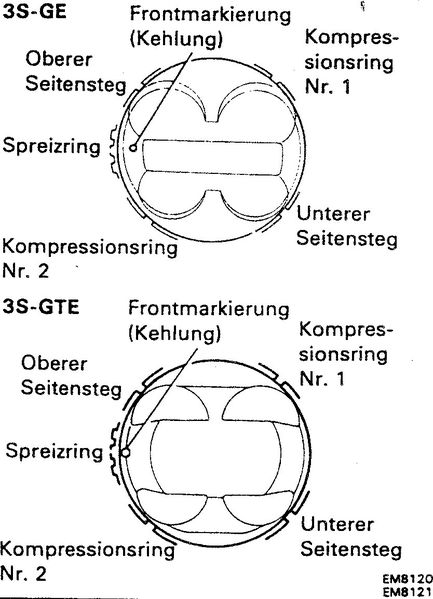

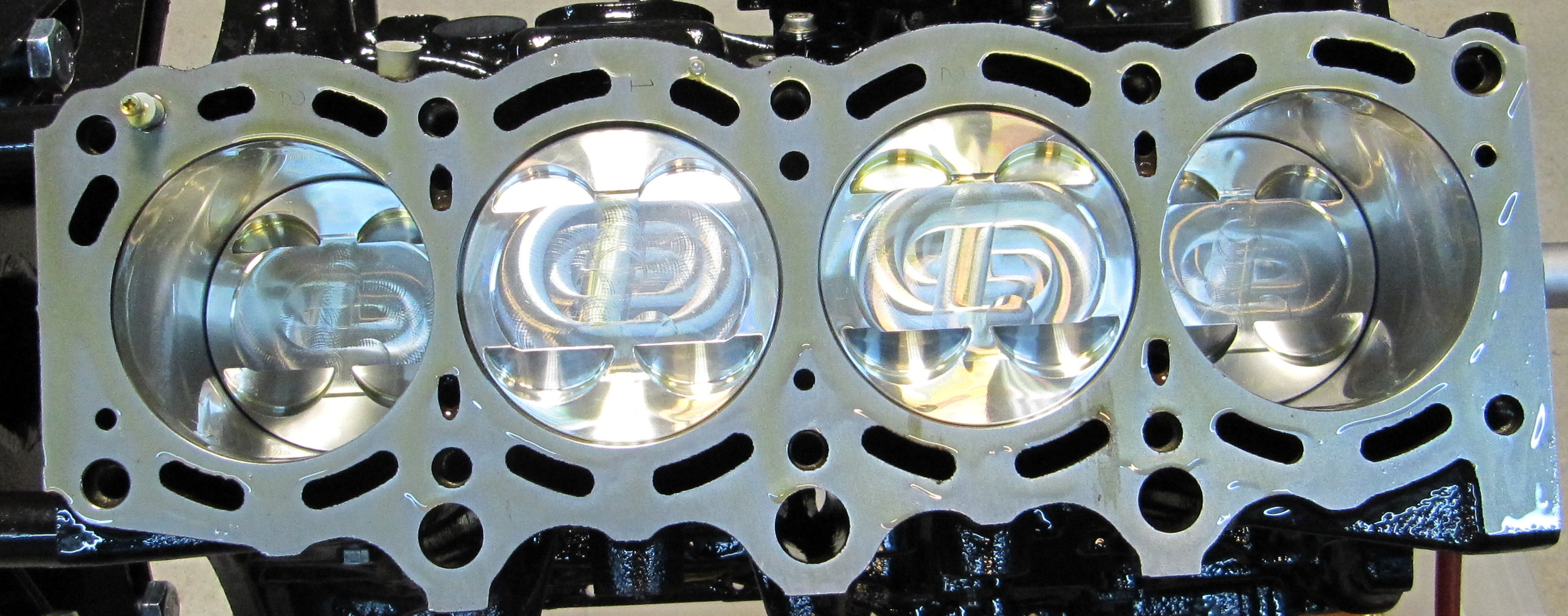
das schreibt JP
So sieht das dann aus:

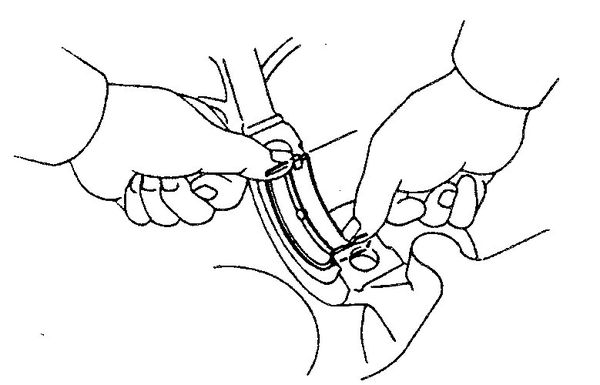
 Lagerschalen einsetzen
Lagerschalen einsetzen- Die Klaue an der Lagerschale mit der Nut in Pleuelstange oder Pleueldeckel fluchten.
Kolben und Pleulstange einbauenDie Gewinde der Pleulfußschrauben mit Schlauchstück abdecken, um die Kurbelwelle vor Kratzern zu schützen.
- Mit Hilfe einer Kolbenringmanschette den mit der entsprechenden Nummer versehenen Kolben samt Pleul von oben in den betreffenden Zylinder hineindrücken. Dabei muss die Frontmarkierung auf dem Kolbenboden nach vorne weisen.
Kolben setzen mit Tool von ARP

 Pleuldeckel einbauen
Pleuldeckel einbauen- Die Pleueldeckel jeweils auf den ihrer Nummer entsprechenden Pleuelfuß aufsetzen.
- Beim Aufsetzen darauf achten, dass die Nase des Pleueldeckels nach vorne zeigt.
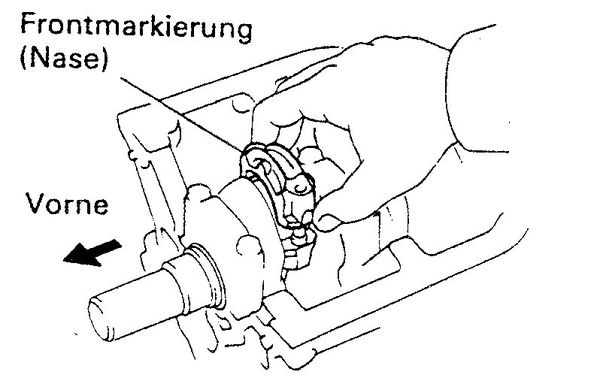
- Die Gewinde der Pleuelschrauben und die Gewinde der Deckelmuttern dünn mit Motoröl bestreichen.
- Die Muttern aufsetzen und mit dem SST abwechselnd in mehreren Durchgängen anziehen.
Anzugsmoment: 67 NmAnzugsmoment für ARP: 75 Nm- Sicherstellen, dass sich die Kurbelwelle leicht drehen lässt.



festgschraubt mit ARP schrauben...
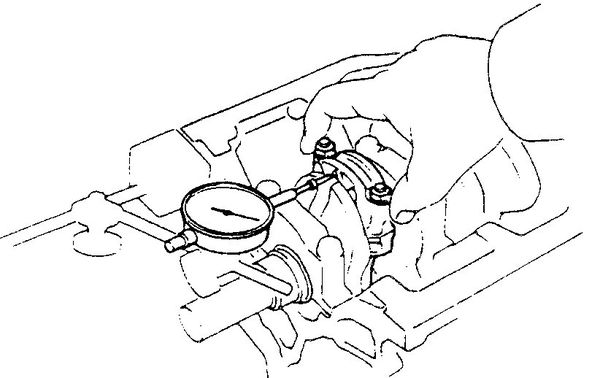
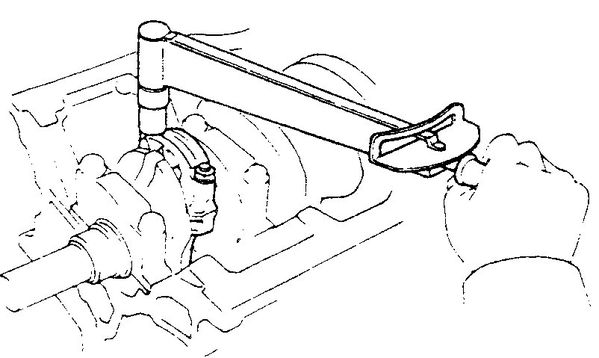
 Das Druckspiel der Pleuelstange messen.
Das Druckspiel der Pleuelstange messen.Eine Meßuhr ansetzen und das Druckspiel durch Vor- und Zurückschieben der Pleulstange messen.
Sollwert für Druckspiel: 0,160 - 0,312 mm Max. Druckspiel: 0,35 mmFalls das Spiel den Grenzwert überschreitet, muss die Pleuelstange ausgewechselt werden. Erforderlichenfalls die Kurbelwelle austauschen.